Back
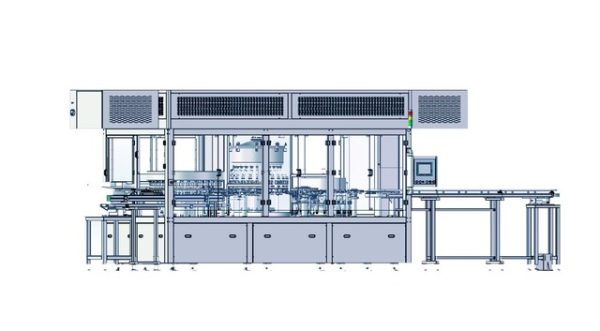


IV Solution Filling Machine
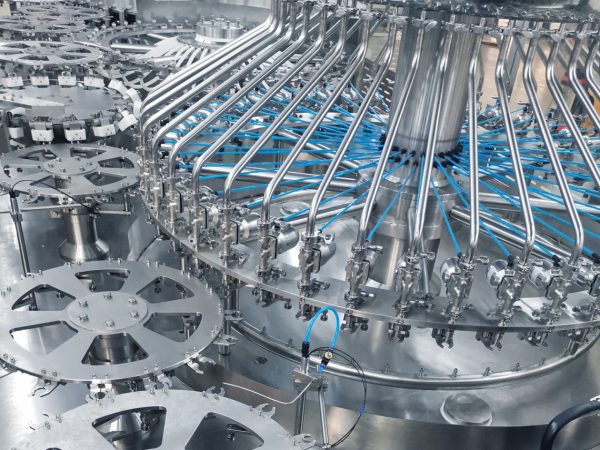
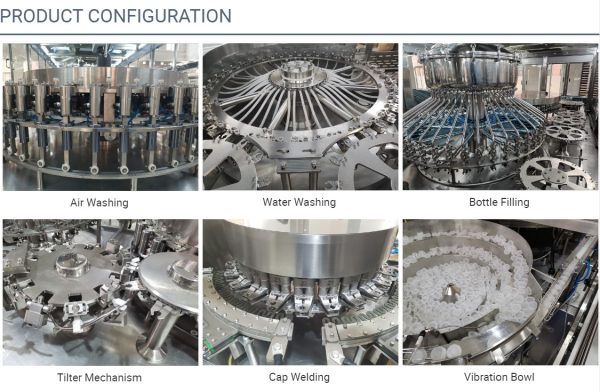
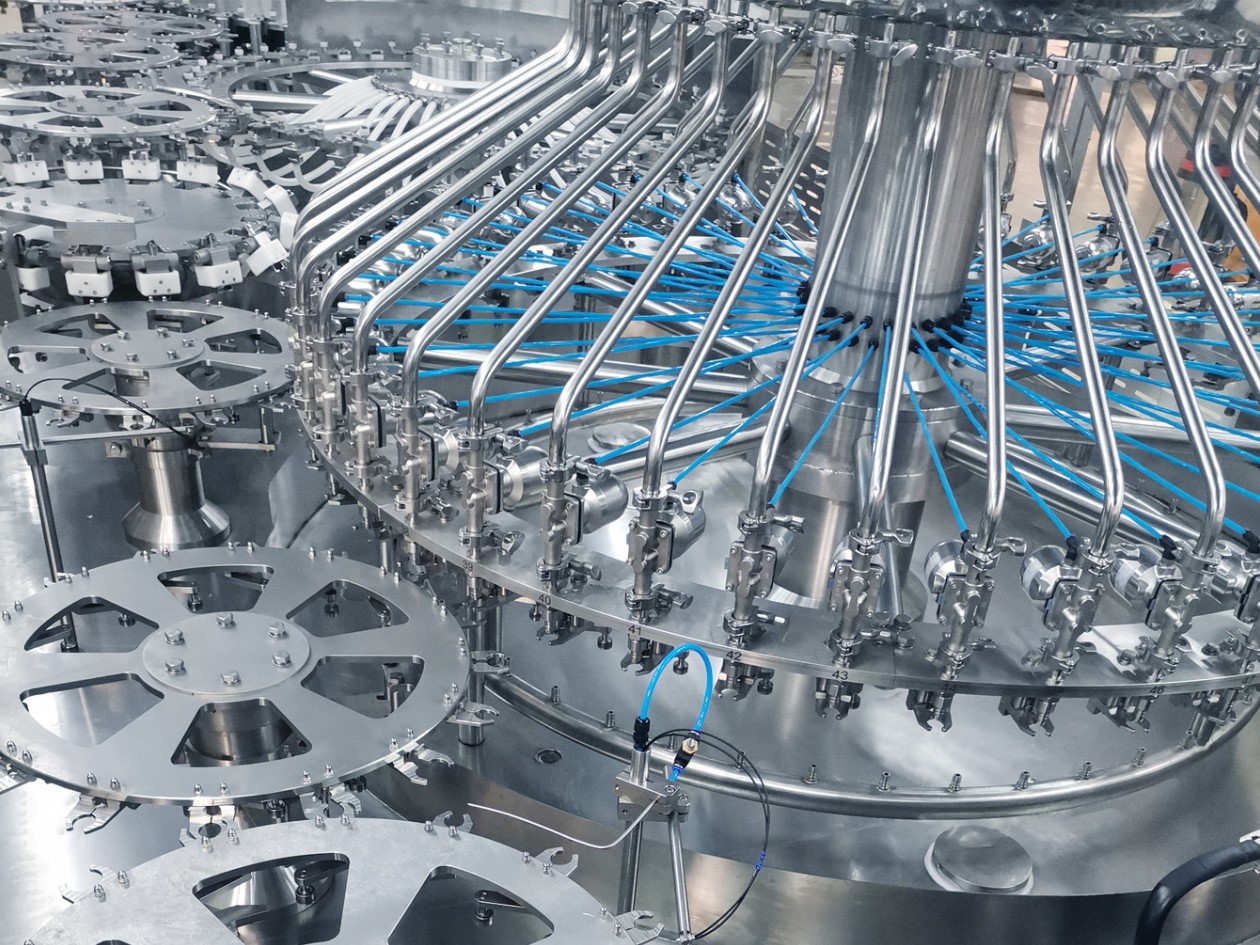
Filling machine (Air washing-Water washing-Bottle filling-Cap sealing): Adopts bottle-chain chain-in method which can be directly connected with blowing moulding machine.
-
Description
-
Reviews (0)




Reviews
There are no reviews yet.